
挤出是一种高速的连续转换过程,并且需要对温度、压力、电机速度以及其他塑料生产中影响产品质量的一些变量进行精确的控制。Gefran提供了从最原始(使用单一装置)到最高级(所有的驱动装置都通过通讯协议和软件综合到一起控制)的多种自动控制方案
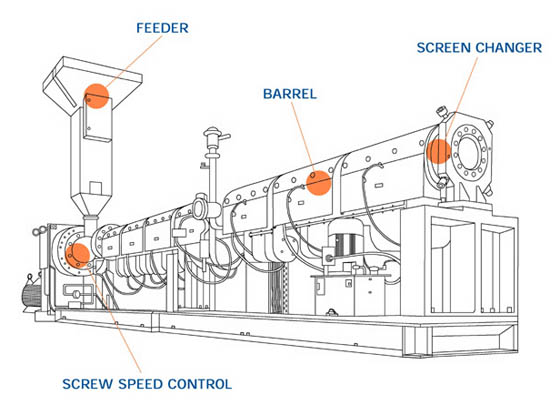
喂料器
驱动器控制喂料器电机以相同的线速度运行, 主参数会在工控机的电机页面中显示
挤出速度控制
DIGISTAR II 工业计算机和 GILOGIK II PLC模块或 2500 系列高性能控制器控制挤出速度, 同时带有开环和闭环的压力控制
挤出速度与系统中其他传动部分速度同步
主参数如速度、熔体压力、电机输入等永远显示在 GF_Pack Extrusion 软件页面中
料仓
温度由with double heat/cool PID, GILOGIK II 模块和 GTS 固态继电器 或 "分布的" Geflex 和 GFX4 电源固态继电器通过 加热/冷却 双PID进行控制
冷却方法可以选择(空气/水/油)
自动调整温度控制参数,监控负载电流、所有报警、短路自诊断、检测中断等
过滤转换
Reading of Melt pressure up-line 通过 GILOGIK II 模块或 2400系列快速显示/报警单元读出过滤器的压力,并有高压报警和“过滤转换”输出功能。
凡《网络安全与数据治理》(原《信息技术与网络安全》)录用的文章,如作者没有关于汇编权、翻译权、印刷权及电子版的复制权、信息网络传播权与发行权等版权的特殊声明,即视作该文章署名作者同意将该文章的汇编权、翻译权、印刷权及电子版的复制权、信息网络传播权与发行权授予本刊,本刊有权授权本刊合作数据库、合作媒体等合作伙伴使用。同时,本刊支付的稿酬已包含上述使用的费用,特此声明。